鉄筋継手Q&A
-
ガス圧接は、母材を溶融することなく固体のままで接合するいわゆる固相接合法です。アーク溶接のような溶融接合と異なり、外観に接合面が「すじ」として現れるのが一般的です。この「すじ」は未接合部ではないので、継手強度に影響するものではありません。工事現場によっては、わざわざバーナーで加熱して「すじ」を消すように指示されることもあるようですが、過剰な加熱によりかえって不具合が生じることにもなりかねません。また、圧接面の位置の「すじ」が消えていると、圧接部の外観検査において「圧接面のずれ」を検査することができません。「圧接面のずれ」は、継手強度の低下につながります。「すじ」をわざわざ消してしまうと、この重要な検査ができません。
平成16年版の公共建築協会「建築工事監理指針」では、圧接面の位置に「すじ」が残っている圧接部を否とする図が示されていましたが、平成19年版の監理指針改訂に際し、本協会(当時は日本圧接協会)より圧接部の「すじ」を否とする図の修正ついて申し入れを行い、改訂版ではこの図は削除されました。
 技術委員会 幹事 中澤 春生
技術委員会 幹事 中澤 春生
会誌「鉄筋継手」Vol.45 No.3掲載
-
「鉄筋継手工事仕様書ガス圧接継手工事(2009年)」の「3.3.5気温・天候」に「(4) 降雨・降雪時には、原則として圧接作業は行わない。ただし、継手の品質に影響を与えない程度の少量の降雨・降雪の場合には、監理・責任技術者の承認を得て作業を行うことができる。」と規定しています。また、解説には、「本協会では、降雨量の程度が鉄筋継手の性能に及ぼす影響について実験的に調査しており、一般作業のできる程度の降雨量であれば健全な圧接ができることが確認されているが、降雨・降雪に気をとられて圧接作業に神経が集中できなくなることの影響が考えられる。したがって、降雨・降雪時に圧接作業を行う場合には、監理・責任技術者の承認を得ることにした。」とあります。
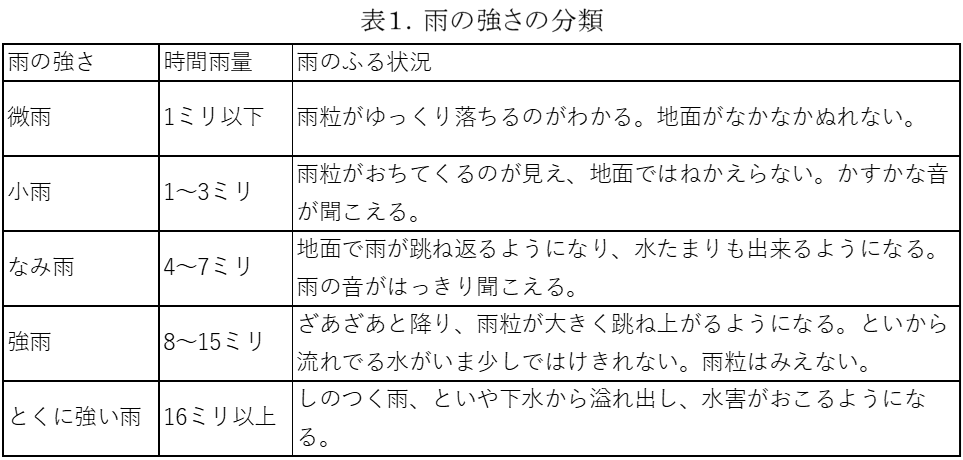
本協会で実施した、降雨量の程度が鉄筋継手の性能に及ぼす影響についての実験的研究では、雨の強さを下表のように分類し、このうち微雨、小雨、なみ雨及び強雨について試験を実施し、雨が降っていない通常の条件で施工されたガス圧接継手と同様な継手性能を得ており、一般作業のできる程度の降雨量であれば健全な圧接ができることを確認しています。しかしながら、何よりも降雨・降雪に気をとられて圧接作業に神経が集中できなくなることへの影響を考えれば、降雨・降雪時の圧接作業は望ましくないのは当然です。ただし、適切な防護を施した場合はこの限りではありません。いずれにしても、降雨・降雪時に圧接作業を行う場合は、監理・責任技術者の承認を得ることが必要です。
詳しくは、本協会:圧接技術調査研究報告概要集「「鉄筋のガス圧接における降雨量が継手性能におよぼす実験的研究報告」」(昭和61年5月)を参考にして下さい。
技術委員会 副委員長 笹谷 輝勝
会誌「鉄筋継手」Vol.45 No.3掲載
-
ガス圧接できる鉄筋の種類は、JIS G 3112(鉄筋コンクリート用棒鋼)に適合するもので、鉄筋の直径は16mm(異形鉄筋の場合は呼び名D16)以上、種類はSD295A,BからSD490までガス圧接が可能であることが「鉄筋継手工事仕様書 ガス圧接継手工事(2009年)」に規定されています。この規定に適合する鉄筋であれば、一般の異形鉄筋と節形状が異なるねじ節鉄筋でもガス圧接は可能です。
ねじ節鉄筋は、鋼片(billet)の製造工程までは一般の異形鉄筋と全く同じ工程であり、圧延段階において節形状がねじ状に圧延されたもので、機械式継手として継ぐことを前提に開発された鉄筋です。ねじ節鉄筋をガス圧接によって接合した場合の継手性能について、本協会技術委員会内に小委員会を設置し、「ガス圧接継手性能判定基準」に基づいてねじ節鉄筋のガス圧接継手性能を評価しています。
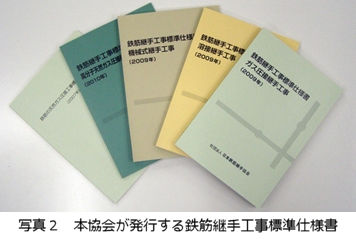
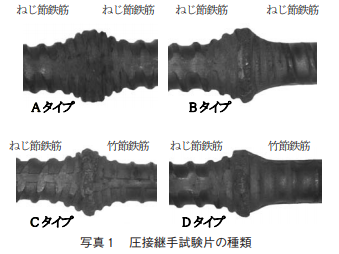
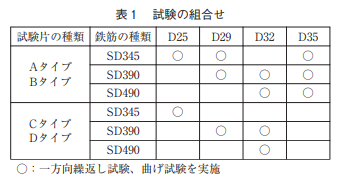
ねじ節鉄筋の断面は一般の異形鉄筋(ここでは竹節鉄筋と呼ぶ)に比べて楕円形状をしていることから、写真1に示す4タイプの圧接継手試験片で継手性能を確認しています。Aタイプはねじ節鉄筋のリブを合わせてガス圧接した試験片、Bタイプはリブを90度回転させてガス圧接した試験片、Cタイプはねじ節鉄筋と竹節鉄筋のリブを合わせてガス圧接した試験片、Dタイプはねじ節鉄筋と竹節鉄筋のリブを90度回転させてガス圧接した試験片です。試験の組合せは表1のとおりです。
その結果、ねじ節鉄筋同士及びねじ節鉄筋と一般の異形鉄筋をガス圧接する場合、偏心調整機能を有さない圧接器(ストレート型)を用いても圧接部のふくらみ形状は外観検査の合否判定基準内であり、また、「鉄筋継手工事仕様書ガス圧接継手工事(2009年)」に準じて適正に施工されたねじ節鉄筋の圧接継手性能は、一般の異形鉄筋同士をガス圧接した場合と同等にA級継手の性能を有することが確認されています。
詳しくは、本協会:調査研究報告書「ねじ節鉄筋のガス圧接継手性能に関する研究」(平成18年5月)を参考にしてください。
技術委員会 副委員長 笹谷 輝勝
会誌「鉄筋継手」Vol.45 No.2掲載
-
呼び名の異なる鉄筋同士のガス圧接に関して、本協会は以前に継手性能評価試験を行い、適切な品質管理の下で施工された呼び名D19~D40の範囲(鋼種SD345、SD390、SD490)の1サイズ違いの継手を対象にA級継手としての性能を確認しました。その際に異径継手は同径継手よりも圧接施工が難しく高度な技量が必要であることが分かり、新たに「異径継手のガス圧接施工要領(案)」を提案しました。それには、次のように要約されています。
- バーナーは、太径側を選択する。
- 加圧力は、太径側に設定する。
- 還元炎の火炎は、鉄筋端面が密着するまで鉄筋中心まで届く長さとする。
- 加熱幅は、太径側よりも細系側を幅広くする。
- 昇温加熱は、太径側を基準にし細径側を追従させる。
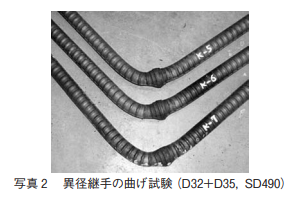
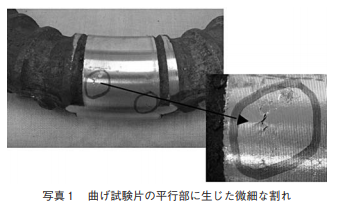
また、異径継手の曲げ試験を行うと写真2のように細径側のみが曲がって適切な試験の実施が困難なため、施工前試験などにおいて機械試験を実施する場合には、曲げ試験でなく、引張試験とする必要があります。異径継手の圧接に関する詳細は、本協会:調査研究報告書「異種・異径鉄筋の圧接継手性能評価に関する調査研究」(平成19年5月)を参考にしてください。
 技術委員会 副委員長 成原 弘之
技術委員会 副委員長 成原 弘之
会誌「鉄筋継手」Vol.45 No.2掲載
-
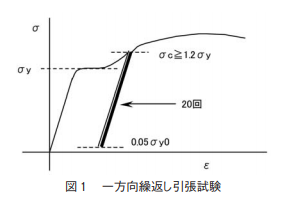
鉄筋継手工事標準仕様書 ガス圧接継手工事ならびに同溶接継手工事の「1.2節 継手の性能」(2)にA級継手の性能として、「b.ガス圧接(溶接)継手が・・・・、母材部分が十分な伸びを生じるまで継手が破断しないこと。」とあります。ご質問の「明確な伸び」とは、この「母材部分の十分な伸び」と同じ意味です。図1は、JRJS0002:2006(ガス圧接継手性能判定基準)における一方向繰返し引張試験の方法を示したものです。同図のように鉄筋の引張試験を行う場合、最初に規格降伏点を過ぎて引張降伏が生じると、応力が増えずにひずみのみが進む領域(降伏棚という。)が現れます。その後塑性変形を伴って応力が上昇し引張強さ(最大の引張応力)に達します(ひずみ硬化域)(ここでは、図の20回繰返しは無視します。)。さらに、引っ張り続けると、応力が低下しつつ断面にくびれが生じて破断に至ります。「母材部分の十分な伸び」を確認するには、鉄筋母材の引張ひずみを直接計測してもよいのですが、その代わりに鉄筋母材が引張応力に達する少し手前の応力まで達している状態を確認することでこれに代えることができます。
JRJS0002:2006(ガス圧接継手性能判定基準)は、引張試験における「母材部分の十分な伸び」の確認方法を以下のように定めています。
1)破断位置が母材部分の場合
σ b≧ σ bo
ここで、
σ b:試験による圧接継手の引張強度
σ bo:母材の規格引張強度2)破断位置が圧接面以外の圧接部の場合
σ b ≧ α σ y
ここで、
σ b:試験による圧接継手の引張強度
σ y:試験による圧接継手の降伏点強度
α :1.35(ただし、SD490にあっては1.30)上記2)は、圧接継手の引張強度に対して鉄筋母材の実際の降伏点(規格降伏点ではない)のα倍の応力上昇を要求しています。統計資料によれば異形鉄筋の降伏比(降伏点/引張強さ)の平均は約70%(SD490は約75%)なので、母材破断する場合のαすなわち降伏比の逆数は1.42(SD490は1.33)であり、上記2)のαはこれよりやや小さいものの「母材部分の十分な伸び」を確認するのに十分な値といえます。
技術委員会 副委員長 成原 弘之
会誌「鉄筋継手」Vol.45 No.2掲載
-
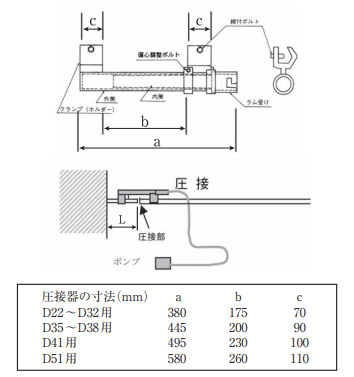
打ち継部の鉄筋を圧接する場合の概略を下図に示します。ガス圧接継手は鉄筋端面を加圧、加熱して接合する工法で、加圧・加熱によって原子結合で一体となる工法です。このため、鉄筋端面には所定の加圧力を加えるための専用の圧接器を取り付ける必要があります。この圧接器は鉄筋径に応じて大きさが異なりますが、鉄筋径毎にあるのではなく、下表に示すようにD22~D32用、D35~D38用、D41用、D51の4種類があります。打ち継部から鉄筋の突出長さ(L)は、最低、圧接器の(c+b/2)必要です。したがって、D35の場合は、(90+200/2=190mm)となり、余裕を見て、最低250mm程度確保できれば施工可能です。また、D41の場合は(100+230/2=215mm)となり、余裕をみて、300mm程度であれば圧接可能です。
なお、以上の条件は施工性に関する条件です。ご質問の場合の鉄筋の本数が分かりませんが、鉄筋が複数本の場合には、同一断面での全数継手となる可能性があります。継手位置及び、同一断面での全数継手の可否については監理・責任技術者とご相談のうえ、監理・責任技術者の指示に従ってください。
 技術委員会委員 吉野 次彦
技術委員会委員 吉野 次彦
会誌「鉄筋継手」Vol.45 No.1掲載
-
当該JISの最新版JIS Z 3881:2009(鉄筋のガス圧接技術検定における試験方法及び判定基準)には、次のように規定されています。
「10 合否判定基準 b) 曲げ試験 すべての試験片の曲げられた平行部の外面に、割れが肉眼によって認められない場合を合格とする。」
また、当該JISの解説では、次のように記述されています。
「6.6 合否判定基準(本体の箇条10)6.6.2曲げ試験 曲げ試験を行った結果、すべての試験片の曲げられた平行部の外面に、割れが肉眼によって認められない場合を合格とした。ただし、この場合の割れとは、肉眼をもって観察されるものをいい、拡大鏡などを用いて発見できる割れをいうのではない。また、鉄筋の材質に起因する場合もあるので、圧接面及びそのごく近傍に生じた割れ以外のものについては対象としない。」
本協会では肉眼で見える割れであっても、圧接面又はその極近傍において円周方向に伸びた明らかな割れでなければ不合格としていません。これは、次の理由によるものです。
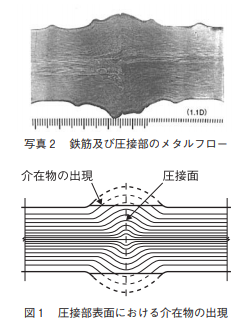
鋼の製造時には偏析により介在物が生じるが、鉄筋のような圧延材の場合には、介在物が圧延方向に伸長します。なお、介在物の存在状況を観察することで、鉄筋素材の変形状態、すなわち、メタルフローを確認できます。
圧接前の鉄筋では、介在物が長手方向に伸びた状態で存在していますが、鉄筋を圧接すると、圧接部付近の介在物は、圧接部のふくらみに沿って変形します(写真2)。
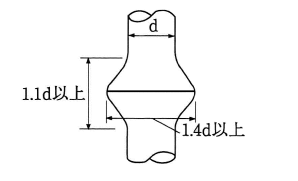
したがって、圧接した試験材を当該JISに基づいて、ふくらみ部を直径1.1d(d:鉄筋の呼び名の数値)の平行部を有する曲げ試験片に加工することによって、加工後の平行部表面に介在物が現れる(図1)ため、曲げ試験によって平行部が曲げを受け、この表面に現れた偏析の一部が開口し微細な割れが生じることがあります。これは、鉄筋材質によるもので、圧接技量に起因するものではありません。
以上の理由から、圧接面及びその極近傍に生じた割れ以外のものについては不合格の対象としていません。また、極近傍に生じた割れでも鉄筋材質によるものと判断される場合には、別の鉄筋を用いて再試験を行う必要があります。
 技術委員会委員 矢部 喜堂
技術委員会委員 矢部 喜堂
会誌「鉄筋継手」Vol.45 No.1掲載
ガス圧接継手について
❷ ガス圧接継手の原理
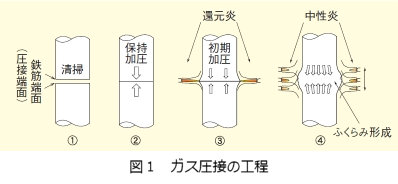
鉄筋のガス圧接は、接合端面を突き合せて、圧力を加えながら、接合部を酸素・アセチレン炎で1200℃~1300℃に加熱し、接合端面を溶かすことなく赤熱状態でふくらみを作り接合する工法です。
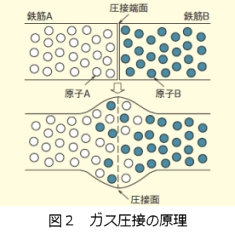
突き合せた両端面の原子が接合面を跨いで拡散し、金属結合して一体化することにより接合されます。このため次の3つの条件が必要です。
-
- 加圧:両端面の原子間距離を近づけ、金属結合を促進させる。
- 加熱:変形抵抗を減じ、原子の動きを活発にする。
- 圧接時間:圧接端面の原子が全て金属結合する時間を確保する。
❷ ガス圧接継手の種類
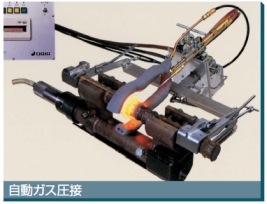
ガス圧接継手の原理はすべて共通ですが、施工方法には5種類の工法があります。このうち、燃焼ガスにアセチレン・酸素の混合ガスを用いる工法が3種類、天然ガス・酸素の混合ガスを用いた工法が2種類です。アセチレン・酸素混合ガスを用いる工法には、バーナー操作、加圧力の操作等を手動で操作する手動ガス圧接、加圧力、アプセット量、バーナー操作、燃焼ガスの調整等をすべて自動で制御する自動ガス圧接、手動ガス圧接でふくらみを形成後、ふくらみ部が赤熱状態の時に、ふくらみ部をせん断刃で除去する熱間押抜ガス圧接ですが、現在施工されている工法の90%以上は、手動ガス圧接です。




❸ 主なガス圧接継手関連資料
- 鉄筋継手工事標準仕様書 ガス圧接継手工事(2017年)(閲覧用)
- 鉄筋継手工事標準仕様書 高分子天然ガス圧接継手工事(2018年)(目次)
- 鉄筋の天然ガス圧接工事標準仕様書(案)(2007年)(目次)
- 鉄筋継手工事標準仕様書 ガス圧接継手工事(2009年)本文・英文版(目次)
- 鉄筋継手マニュアル(目次)
- A級継手利用の手引き(電子データ)
溶接継手について
❶ 溶接継手の原理
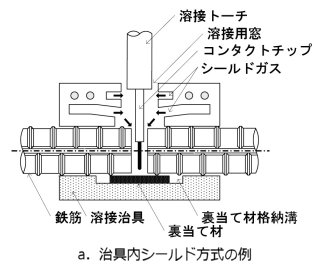
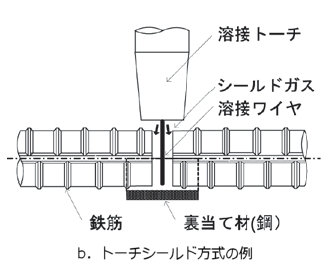
本協会で取扱う溶接継手は、突合せガスシールドアーク半自動溶接継手を対象としております。鉄筋の溶接継手は、鉄骨の溶接技術を応用して鉄筋を接合する工法として開発されたもので、接合する鉄筋の端面を所定の間隔の隙間を設けて、溶融金属を介して一体とする工法です。なお、溶接継手は鉄筋端面に隙間があるため、溶融金属が流失しないように裏当て材が必要ですが、この裏当て材には、銅製、セラミックス製、鋼製などが用いられています。
❷ 溶接継手の種類
-
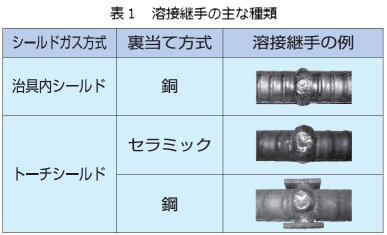
溶接継手は、シールド方法として、治具内シールド方式と、トーチシールド方式の2種類があります。それぞれの方式に、 裏当て材がセラミックス製、銅製、鋼製などがありますが、セラミックス製と銅製は溶接後、裏当て材が撤去できるので、全周の外観検査が可能です。一方、鋼製の場合 は、裏当て材が残り、全周の外観検査はできません。また、下向き姿勢(梁筋)と横向き姿勢(柱筋)では溶接の難易度が異なるため、それぞれの資格が必要です。
-


❸ 主な溶接継手関連資料
- 鉄筋継手工事標準仕様書 溶接継手工事(2017年)(閲覧用)
- 鉄筋継手マニュアル(目次)
- A級継手利用の手引き(電子データ)
機械式継手について
❶ 機械式継手の原理
-
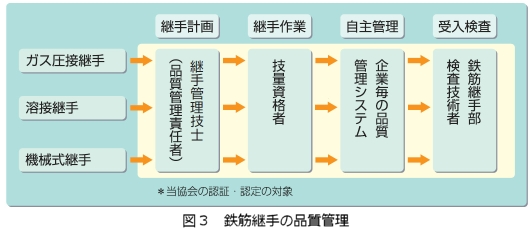
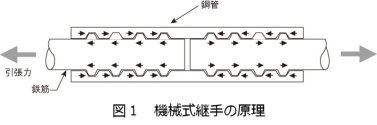
機械式継手とは鉄筋を直接接合すのではなく、特殊鋼材製の鋼管(スリーブ又はカプラー)と異形鉄筋の節の噛み合いを利用して接合する工法で、異形鉄筋のみに可能な継手です。鉄筋に生じた引張力は鉄筋表面の節からせん断力として継手金物に伝達され、さらに、継手金物から他方の鉄筋に伝達されるという機構です。このため、引張力を確実に伝達するためには、筒状の継手金物への挿入長さの管理が最も重要ですが、挿入長さ以外に、鉄筋を固定するために、充填材を注入する工法もあり、それぞれの管理項目が定められています。
-
❷ 機械式継手の種類
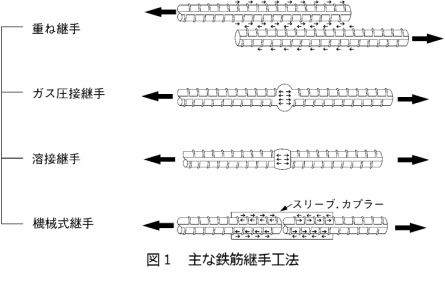
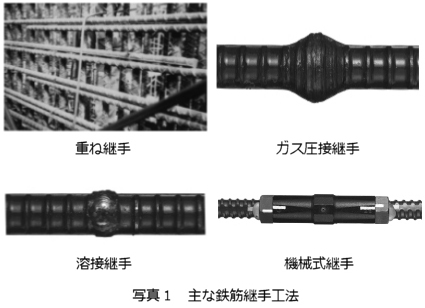
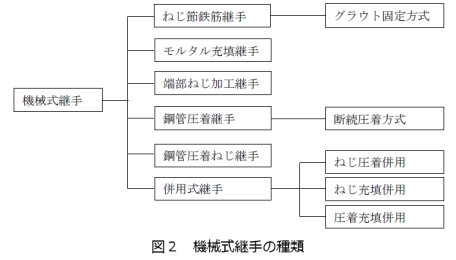
機械式継手には図2の種類があり、主な継手工法の概要については1~4のとおりである。
-
1. ねじ節鉄筋継手
-
-
鉄筋の製造段階(熱間圧延)で、鉄筋表面の節がねじ状に形成された異形鉄筋を、内部にねじ加工された鋼管(カプラー)によって接合する工法で、鉄筋とカプラーの隙間にグラウト材を注入して固定する継手工法。
-

-
-
2. モルタル充填継手
-
-
継手部に挿入した内部がリブ加工された継手用鋼管(スリーブ)と鉄筋との隙間に高強度モルタルを充填して接合する工法。
-

-
-
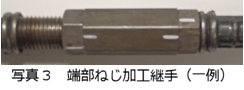
3. 端部ねじ加工継手
-
-
鉄筋の端部に摩擦圧接などにより接合したねじを相互に突合せ、長ナットによって接合したのち、長ナットの両端を固定ナットで締め付けて一体とする工法。
-
-
-
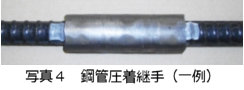
4. 鋼管圧着継手
-
-
異形鉄筋を継手部に挿入した鋼管(継手用スリーブ)を、冷間で油圧により鉄筋の節部に圧着して接合する工法。
-
-